不要错过这部精心制作的虹口【本地】数控等离子切割机大功率激光切割机使用方法产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:虹口【本地】数控等离子切割机大功率激光切割机使用方法的图文介绍

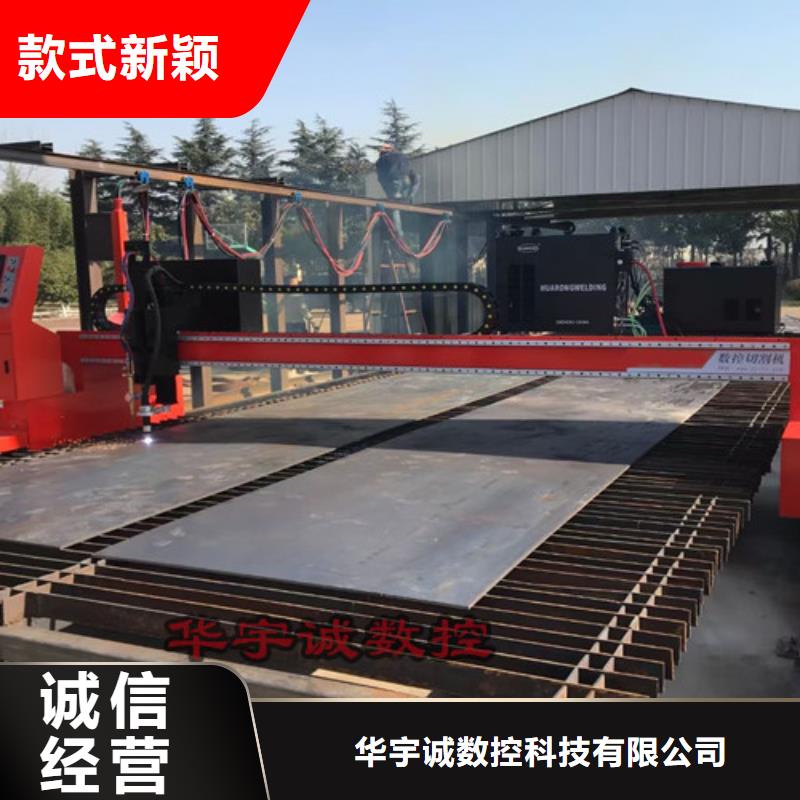
新购置的数控切割如何清洗保养
由于数控等离子切割机的生产环境是在车间里,环境相对来说是比较简陋和恶劣。所以我们要定期对数控等离子切割机进行一次保养工作。新购置的切割机也要注意日常的清洁工作,这里武汉耐霸数控就讲讲日常需要做的事项:
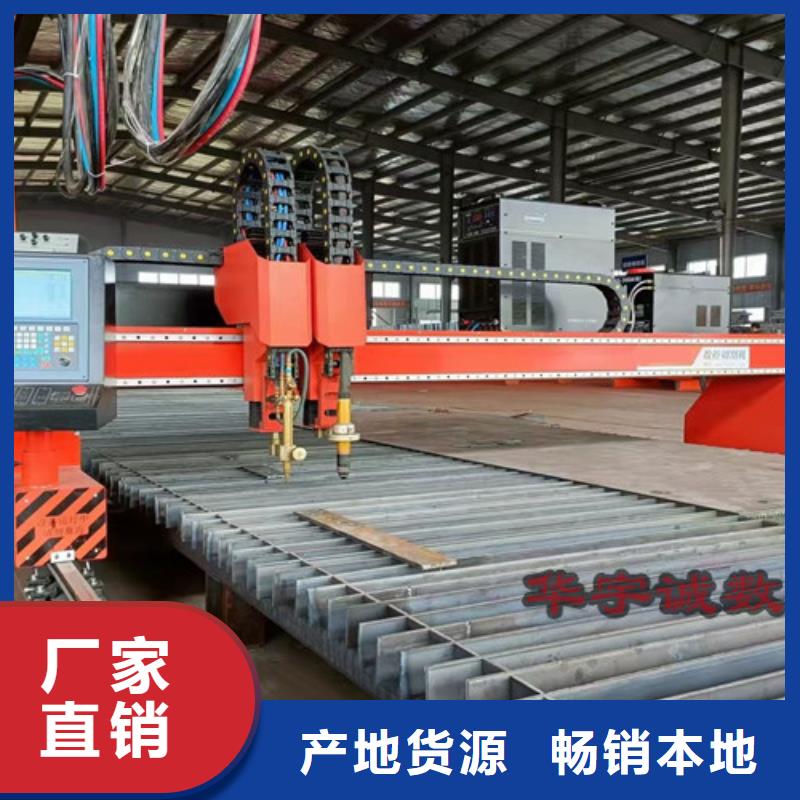
要想让设备运行稳定,切割时表面清晰,那么工作人员应该常常使用清洁布擦拭设备上的导轨,当然设备移动体的导轨也要擦拭到,擦拭完毕后,再在所有导轨的表面涂上一层油膜。
另外,数控等离子切割机上的导向轮和滚轮也要常常做清洁,如若长时间不清洗,设备正常工作运转时,会产生一定量的氧化铁锈和夹带着一些粉尘,这些赃物会粘附于表面,所造成的后果就是,部件会磨损的更快,机器也会运行不稳定,以至于切割的工件表面质量不理想。
要让数控等离子切割机保持正常运行,就要保持齿条和齿轮的 啮合,所以要定期对设备的纵向、横向输出齿轮和齿条做清洁工作,保证其干净度。这里给大家一点建议,可以定期使用润滑齿轨,每周用压缩空气喷洗纵、横向齿条面。注意,每次清理后需要擦干净,再用润滑油抹一遍,防止与氧气反应,产生锈渣。


发布者:奥迅切割设备
数控等离子切割机不起弧大家首先想到的是信号源检测,供电设施连接,喷嘴损坏以及气压过大或过小,然后就是油水分离器里面有水,当排查完这些可能的因素外,依旧找不到不起弧的原因,到底是咋回事呢?前几天小编的同行技术也遇到一个这样的问题,一位老客户的台式等离子切割机,往常用的好好的,忽然就不起弧了,原因排查半天也木有找到,愁煞了一批人。
一帮人仔细排查了两遍,也木有找到症结所在,线路连接的好好的,也木有人为移动过,这故障来的也奇怪,咨询厂里资历丰富的老技术员,感觉问题 的可能性就是线路上,但是现场反复查看过线路木有问题, 没办法只能动手了,于是把地线拿起来,往机台的支架上摔打两下,结果地线直接断掉了。
于是问题找到了,原来这个地线用的年数太久了,放置在哪里一从未有人去触动过,并且看着连接的很好,所以就没在意,实际底线的中间部分,长时间氧化的形成绝缘层了,看似连接好的线路,实际是一个不通的电路,所以才导致等离子切割机喷嘴与切割件之间木有离子弧形成,地线氧化道绝缘状态是在实际应用中极少遇见的,所以在寻找不起弧原因的时候,总是给忽略掉。



华宇诚数控科技有限公司本着守信誉的原则,不断创新,不断完善自己,在与客户长期合作过程中谒诚为客户所想,为客户所需为宗旨!我们公司专业技术人员能快速解答各项技术咨询,应对每个客户的需求,为您选择合适的 虹口光纤激光切割机排名、产品,为你节省不必要的浪费,提供合理,可靠的建议。对 虹口光纤激光切割机排名、产品质量,供货周期等的承诺,提供具体货品方案,提供专业咨询服务,提供切实的解决方案。


数控等离子切割机出现切割不均有很多原因。当切割不同的金属板和不同厚度的材料时,不同的切割电源和割炬具有不同的技术参数。在切割工作中,应参考设备,工件,选择合适的切割速度标准,下面我们就一起来了解一下数控等离子切割机参数设置问题。一:当数控等离子切割机分多种切割辅助气体时,不同切割气体的切割速度是不一样的。以空气等离子弧切割为例,切割碳钢时,切割电流为230A。作为标准,6mm厚的碳钢板的切割速度可以达到3300mm/min,当厚度调整到40mm时,切割速度限制在500mm/min,以确保切割效果和质量。如果切换到其他辅助切割气体,例如用纯氧切割,切割速度会降低更多。在230A的相同切割电流下,虽然纯氧等离子切割可以提高到3700mm/min,对于6mm厚的碳钢板,但对于40mm碳钢板,切割速度仅为350mm/min。二:影响等离子切割质量的因素很多,如空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等等离子弧切割技术参数,都会直接影响数控等离子切割机切割的稳定性过程,切割质量和功能。一般来说,空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等因素直接影响等离子弧的紧固效果,即影响等离子体的温度和能量密度电弧和等离子弧高温和高能决定了切割速度,因此可以说许多上述因素基本上与切割速度有关。作为数控切割装置,应尽可能提高切割速度,同时确保切割质量。这不仅提高了生产率,而且还减少了切割部分的变形量和开槽区域的热影响区域。如果切割速度不合适,其效果相反,添加粘贴残留物,降低切割质量,并设置数控切割机上方的小细节。






 扫一扫
扫一扫